
The four mold walls are nickel-coated, 30-5mm thick copper plates. The plates are bolted to steel "water boxes", which contain the cooling water that circulates to remove heat when the process is running. Note the large number of bolts, which extend through the water boxes to the copper and minimize thermal distortion. The water boxes attach at 4 locations on each side to a rigid outer steel frame (2 are pictured above).
This entire assembly oscillates up and down during casting, in order to prevent sticking of the steel shell to the mold.
Sliding the narrow faces east or west allows casting of different strand widths, varying from 0.5m to 2m. The thickness of this conventional slab-casting mold is 250 mm (constant).
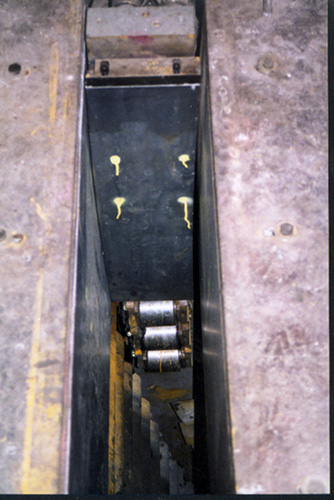
Note the slight curvature of the mold walls, which direct the strand along a large radius (about 10m), curving it to the right as it moves downward below the mold.
Also note the support rolls below the mold, which prevent the thin, weak solidifying steel shell from bulging and bursting. The three narrow-face "foot rolls" are easiest to see.

Note the discoloration of the narrow face copper plate, which is due to high temperature effects near the meniscus (mold top) and wear on the lower portions.
Note that the long support rolls for the wide faces (found just below the mold) are divided into "segments", to allow rigid support from rolls with small diameters (150 mm).